提到塑料焊接工藝,首先想到的是超聲波焊接、熱板焊接甚至螺釘固定鏈接。但實際上,還有一種更為潔凈、高強度、精準的連接方式,正在被越來越多高端場景采用,那就是——激光焊接(Laser Welding)。

激光焊接
一、什么是塑料激光焊接
簡單來說,激光焊接是用激光束穿透上層塑料,加熱并熔化下層塑料,然后通過熱傳導使上層材料也熔化,在加壓狀態下形成強度極高的焊縫。
這種方式通常采用“搭接式焊接”(Overlap Welding)結構,上層為激光透明,下層為激光吸收層。
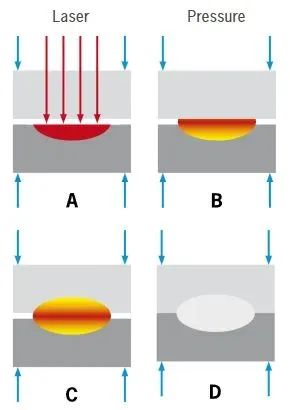
步驟一:將一個透光的塑料焊件和一個吸光或添加了吸收劑的塑料焊件疊放在一起,利用夾具并施一定的壓力使兩個焊件接觸面充分接觸。
步驟二:控制一束激光依次穿過透光焊件和吸收焊件,使得激光穿過透光焊件,到達吸光焊件。
步驟三:接觸面下方的吸光焊件吸收激光能量并產生熱量,經過熱傳導作用使得焊接接觸面熔化,在夾具壓力下,熔融狀態下的塑料充分混合。
步驟四:關閉激光,熔融狀態下的焊接接觸面隨著激光能量的減少逐漸冷卻,形成牢固的焊縫,焊件緊緊連接在一起。
二、為什么說它是潔凈、高強度、精準的連接方式

潔凈無殘留:與超聲波焊接、熱板焊接不同,激光焊接幾乎不產生顆粒、飛邊或殘渣。
精準控制:激光聚焦極小區域,可實現微焊接,不影響周邊敏感元件。
氣密性高:適用于液體密封、氣密殼體等結構性連接。
強度高:可實現接近母材強度的焊接效果,適用于承力結構。
三、激光焊接材料的選擇邏輯,關鍵在“透明”與“吸收”
什么是“激光透明”和“激光吸收”?
材料要求:
上層材料需透過激光波長(典型為808~1064nm);
下層材料需吸收該波長能量,常加入碳黑或專用紅外吸收劑;
兩種材料的熔融溫度要接近,最好具備化學兼容性穩定性能。
可焊材料:
PE、PP、ABS、PS、SAN、PA6、PA66、PC、PMMA、PBT、PET、PEEK,甚至填充30%玻纖的材料也能成功焊接!選對“上下層”很重要。

聚泰特種工程塑料
不可忽視的問題:
-
鈦白粉(TiO?)會嚴重散射激光,使白色焊接變得困難;
-
透明/透明、白/白配對的焊接難度最高,需特別配方支持。
四、激光來源怎么選
大多數聚合物(較淺的藍色曲線)在可見光和近紅外光譜范圍內通常是透明或半透明的。通過添加顏料(較深的藍色曲線),可以實現對激光波長的適當吸收。
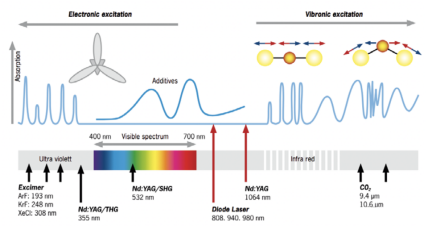
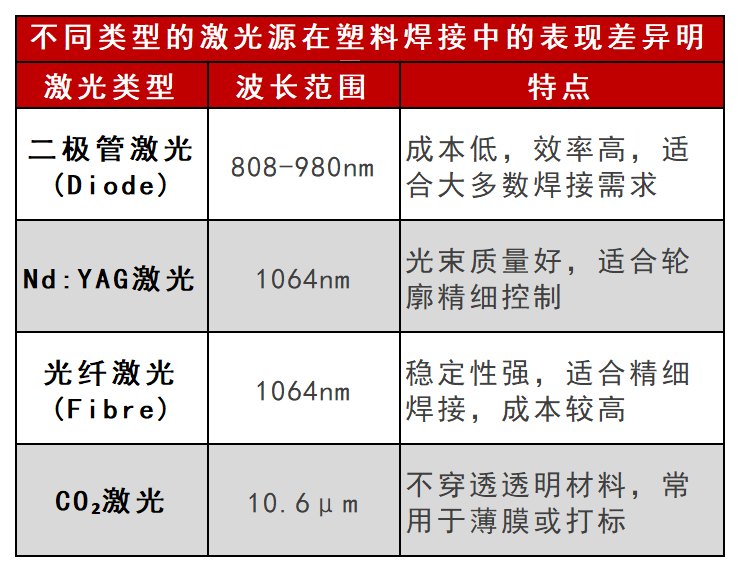
實際上,90%以上的塑料焊接應用都可用二極管激光完成。
五、塑料激光激光焊接方法
焊接方式也分“畫線”與“涂色”
輪廓焊接:
沿著焊接區域的輪廓線移動進行焊接;或者將被夾層沿著激光束移動進行焊接。其原理圖如圖2a所示。靈活性好,高自由度,適用于焊接各種性質復雜的二維或三維焊件。
同步焊接:
將多個二極管激光束透射到焊接區域進行焊接。其原理圖如圖2b所示。加工周期短,熱變形量較小,適用于一定規模的批量生產。
準同步焊接:
利用反射鏡使激光束高速對焊接區域進行焊接。其原理圖如圖2c所示。靈活性好,自由度較高,適用于簡單的平面二維焊接。
照射掩膜焊接:
在激光束和待焊部件之間放入一個模板,使激光束對模板進行精確焊接,使用這種技術可以實現低至10?μm的高精度焊接。掩膜焊接是瑞士Leister公司的專利技術。其原理圖如圖2d所示。可焊接任何平面幾何形狀,且精度極高。
六、想要“透明/透明焊接”,就要選對助劑
在高端醫療、透明電子殼體等場景中,我們常常希望實現透明/透明或彩色/透明焊接。這就需要特別設計的激光吸收劑:
-
有機型吸收劑:適合透明產品,顏色輕微、易調配;
-
無機型吸收劑:用于不透明制件,穩定性更高;
-
低遷移性、安全無毒:滿足醫療、食品級需求。
